エンドミルによる銅板ラミネートCFRPの溝加工・トリミング
ダイヤモンドコート 左右ねじれ2枚刃エンドミル
| 使用工具 | ダイヤモンドコート 左右ねじれ2枚刃エンドミル 刃径φ12.7mm |
|---|---|
| 被削材 | 上下面を銅板でラミネートしたCFRP |
| 加工条件 | Vc=120m/min f=0.1mm/rev. |
| 加工内容 | 溝加工 トリミング(ae=4mm, ap=8.5mm) |
| クーラント | ドライ |
| 結果 | 異音なし / 繊維のケバ立ち無し / 剥離なし |

PCDミーリングカッターによるCFRPの正面フライス加工
HAM40-7640 PCDアーバーミーリングカッター (Z=5,7)
- 高速送り、切削速度
- 優れたチップ排出性能
- 奇数配列チップによる高品質な切削面
- 簡単操作(チップ位置調整不要)
- クーラント内部供給機能
| 被削材 | CFRP |
|---|---|
| 加工条件 | Vc=800~1000m/min f=0.08~0.12mm/rev (切り込み量による) |

ルーターによるフィルム付きCFRPラミネートハニカムの高効率加工
HAM440 超硬ハニカムルーター
| 使用工具 | HAM440 超硬ハニカムルーター 刃径φ6mm |
|---|---|
| 被削材 | 上下面をフィルム付きCFRPでラミネートしたハニカムパネル(NOMEX) |
| 加工条件 | n=20,000rev/min Vc=376m/min Vf=3,000mm/min |
| 加工内容 | トリミング、スロッテイング、溝加工 |
| 結果 | 切削面のバリ殆どなし / フィルムの損傷なし / 刃具寿命 450m |

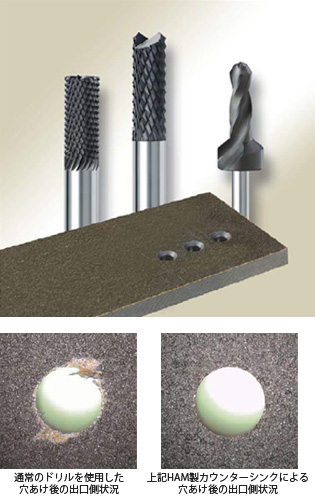
カウンターシンクによるCFRPへのリベット穴あけ
ダイヤモンドコート ダブルアングル カウンターシンク
| 使用工具 | ダイヤモンドコート ダブルアングル カウンターシンク 刃径φ6.35mm |
|---|---|
| 被削材 | CFRP |
| 加工条件 | Vc=75m/min f=0.1mm/rev |
| クーラント | ドライ |
| 結果 | 穴径精度基準値内 / 内壁粗度基準値内 / 層間剥離無し / 面取り部のチャッターマーク無し |
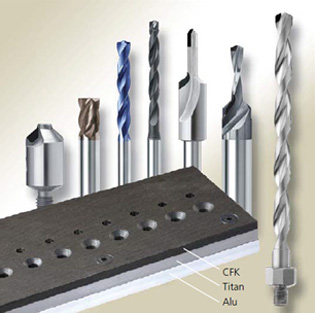
ダイヤモンドコートドリルによるスタック材へのリベット穴あけ
ダイヤモンドコート ワンショットドリル + PCDカウンターシンク
| 使用工具 | ダイヤモンドコート ワンショットドリル 刃径φ6.35mm + PCDカウンターシンク |
|---|---|
| 被削材 | CFRP + チタン + アルミ |
| 加工条件 | CFRP/アルミ: Vc=50m/min f=0.1mm/rev チタン: Vc=25m/min f=0.05mm/rev |
| クーラント | MQL |
| 結果 | 穴径精度基準値内 / 内壁粗度基準値内 / 層間剥離なし / 出口側バリなし |